
חדשות
מוצרים מזיאוליט טבעי: פתרון רב-תכליתי לתעשיות רבות – התמקדות בחלקיקים, באבקה ובכדורים
זיאוליט, מינרל אלומינוסיליקטי המופיע בטבע עם מבנה חורתי תלת-ממדי ייחודי, עלה כחומר פונקציונלי ידידותי לסביבה ויעיל, ושימושו נפוץ להגנת הסביבה, לחקלאות, לייצור תעשייתי ולכימיקלים יומיומיים. בשל צורות עיבוד וגדלי גרגרים שונים, שלושה סוגי זיאוליט עיקריים שולטים בשוק: גרגרי זיאוליט, אבקת זיאוליט וכדורי זיאוליט.
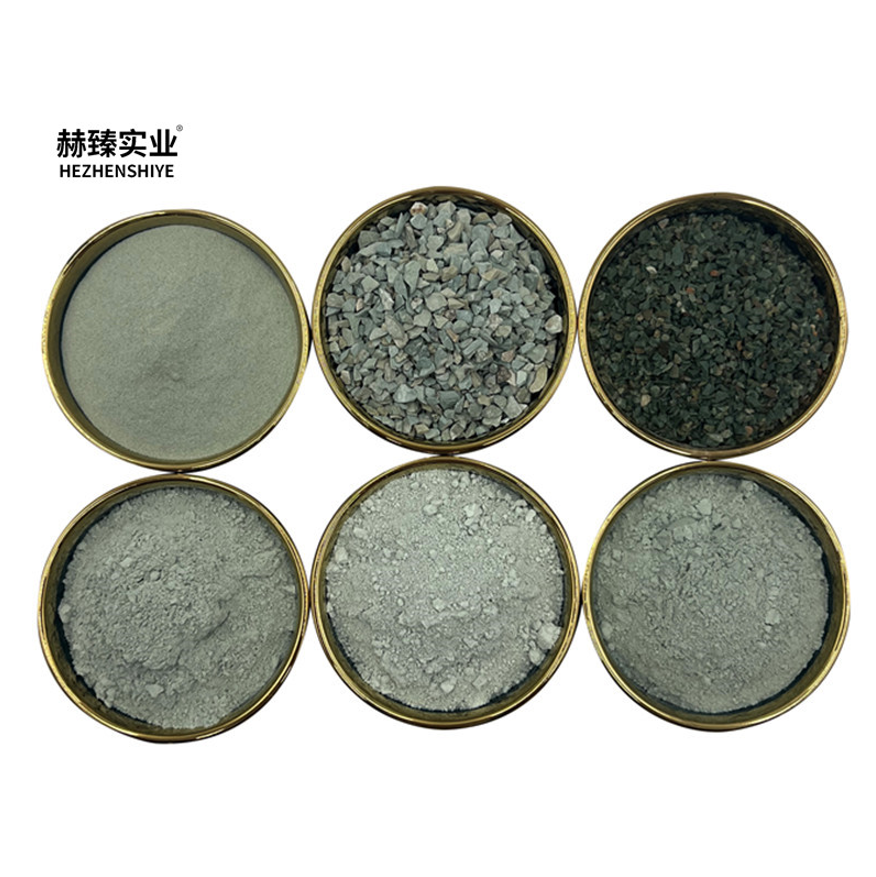
1.גרגרי זיאוליט: ביצועים יציבים ליישומים סביבתיים וחקלאיים
גרגרי זיאוליט מעובדים מסלע קלינופטילוליט טבעי באיכות גבוהה באמצעות סדרת טיפולים פיזיקליים הכוללים טחינה, מיון, הפרדה מגנטית והפרדה על פי כבידה להסרת זוהרים, ולאחר מכן ייבוש וסינון. המוצרים הרגילים שומרים על המבנה החורתי הטבעי והפעילות של המינרל ללא שינוי כימי, בעוד שגרסאות معدلות יכולות להיות מיוצרות באמצעות פעילות משטחית כדי לשפר את יכולות הhaptação והחלפת יונים.
התכונות המרכזיות של חלקיקי הזיאוליט כוללות גודל אחיד של חלקיקים (1–3 מ"מ, 3–6 מ"מ, 6–10 מ"מ, ניתן להתאים לפי דרישה), מראה ירוק בהיר או אפרפר-לבן, חוסר ריח, ותנגדות גבוהה לבלאי. המדדים המרכזיים הם מרשים: קיבולת החלפת קטיונים (CEC) ≥ 180 סמול/ק"ג, ערך ספיגת האמוניום ≥ 180 מ"ג/100 גרם, ערך pH של 8.0–9.5 (בסיסי קל), ואובדן בבעירה של 10–13%. החלקיקים אינם מסיסים במים ובמרבית הממסים האורגניים, אינם רעילים וידידותיים לסביבה.
הישומים העיקריים שלו כוללים שיקום קרקעות, טיהור מים, אקווקולטורה וטיהור אוויר. הוא יכול לשלוט בערך ה-pH של הקרקע, לספוג מתכות כבדות וחומרים מזיקים, לטהר מים זוהמים משימוש ביתי ותעשייתי, לשפר את איכות המים באגמים לגידול דגים ושרימפס, ולסלק פורמלדהיד, בנזן ותרכובות אורגניות נדיפות (VOCs) מהאוויר.
2. אבקת זיאוליט: גודל חלקיקים עדין להסתגלות תעשייתית רחבה

אבקת זיאוליט מיוצרת מסלע זיאוליט טבעי, בתהליך עיבוד מתקדם הכולל טחינה, טחינה גסה, טחינה עדינה, טחינה אולטרה-עדינה, סיווג והסרת זר contaminnts. דרגת העדינות שלה ניתנת להתאמה בהתאם לדרישות היישום, עם תכונות נפוצות של 100 מסגרות, 200 מסגרות, 325 מסגרות, 800 מסגרות ו-1250 מסגרות (ניתן להתאים אישית). במערכות אורגניות כגון צבעים וגומי, ניתן ליישם שיפור פנים (למשל, טיפול בסוכן קשירת סילאן) כדי לשפר את ההתאמה.
האבקה מאופיינת בצבע לבן או אפור בהיר, ללא התקררות, זרימה טובה, ושטח פנים סגולי גדול (30–50 מ"ר/גרם). מדדים מרכזיים כוללים בהירות ≥ 85%, רמת לחות ≤ 5%, קיבולת החלפת יונים (CEC) ≥ 190 סמול/ק"ג, וכן קיבולת ספיגה גבוהה וקצב חילוף יונים גבוה. היא נקלת לערבוב עם רזין, גומי, צבע וחומרים אחרים, ומשפרת באופן יעיל את ביצועי המוצרים הסופיים.
אבקת זיאוליט משמשת באופן רגיל כתוספת לתזונה לבעלי חיים כדי לספוג מיקוטוקסינים, לשלוט בפלורת המעיים של בעלי החיים ולשפר את מערכת החיסון. בתעשיית חומרי הבניין היא משמשת כמילוי פונקציונלי לשיפור חוזקם, עמידותם בפני חדירה ויכולת הבודד החום של בטון וחומרי קירות. היא גם פועלת כחומר נגדי (extender pigment) בצבעים וכנשא לקטליזטורים כימיים.
3. כדורי זיאוליט: קשיחות גבוהה למטרות סינון מים ולמצבים בטמפרטורות גבוהות
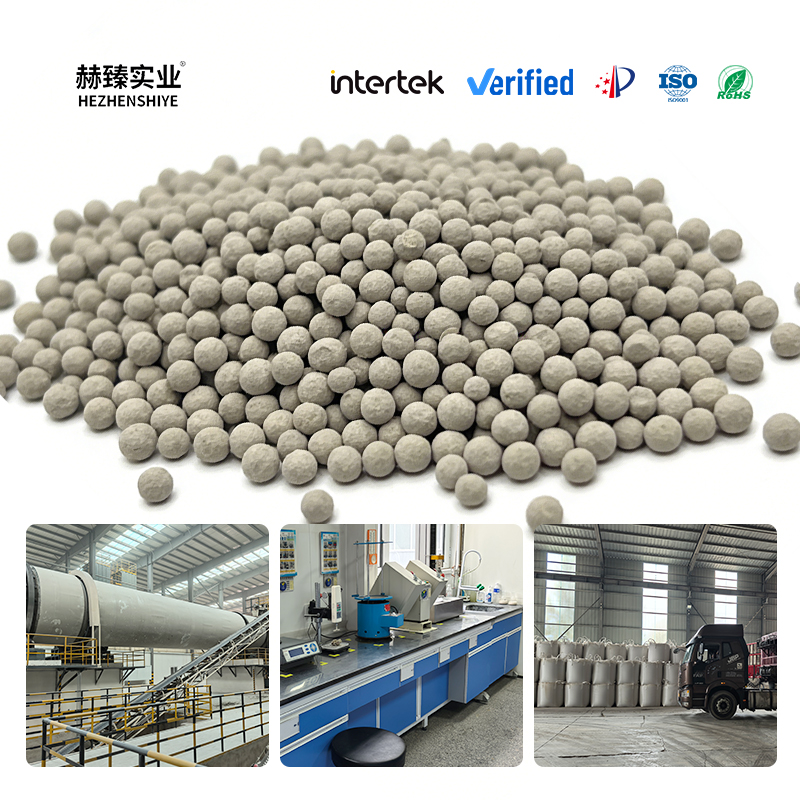
כדורי זיאוליט מיוצרים מאבקת זיאוליט כחומר הגלם העיקרי, מעורבבים עם קושרים מתאימים (למשל חימר וצלולוזה), ולאחר מכן מערבבים, מגרנולים, מוצקים לצורה כדורית, מייבשים ומחמים בטמפרטורה של 600–800° צלזיוס. תהליך הקישון בטמפרטורה גבוהה משפר את הקשיחות ואת יציבות המבנה של הכדורים, תוך שימור המבנה הנקירתי והפעילות הסופגת של הזיאוליט.
הכדורים נחלקים בקטרים ניתנים להתאמה (3–5 מ"מ, 5–8 מ"מ, 8–12 מ"מ), וצורתם כדורית סדירה, עם שטח חלק וקשיחות גבוהה, מה שמביא ליכולת התנגדות טובה לשחיקה ולשבירה. הם מאופיינים במבנה פרוץ, בשטח פנים סגולי גדול, בקיבולת ספיגה חזקה ובחדירות טובה למים ולאויר. מדדים מרכזיים כוללים צפיפות נפחית של 0.8–1.2 גרם/סמ"ק, קצב ספיגת מים של 20–30%, יציבות תרמית מעולה (הישארות בטוחה עד 1000°צ), ותרומתיות כימית. בנוסף, הם חסרי רעילות, ניתנים למחזור, וניתן לחדש אותם על ידי שריפת חום גבוה לאחר שהשיגו רוויה מלאה בספיגה.
יישומיו כוללים טיפול במים (מסנני טיהור מים, מרככי מים, מערכות טיהור שפכים), ויסות לחות אוויר (מזגנים, מסירי לחות), חומרים חסיני אש (תנורים וכבשים בטמפרטורה גבוהה) ואקווריומים (טיהור מים ויסות pH).